.png?width=1024&height=768&name=Pillar%20Hero%20%20Custom%20Rubber%20Guide%20(1).png)

Submit a Design
Speak to an Engineer Today
We strive to get every quote turned around in 48 hours or less to make sure you get the information you need faster.
Get a QuoteThere are numerous methods whereby rubber is molded to create custom parts.
Injection Molding
The injection molding process is used to produce parts made entirely of rubber and parts that require bonding rubber to a metallic or non-metallic component.
EXAMPLES OF INJECTION MOLDED RUBBER PARTS INCLUDE:
- Impellers used in the water pump housings of outboard motors
- Torsion bushings used for high-end office furniture
- Trackpad fasteners used under the tracks of subway lines
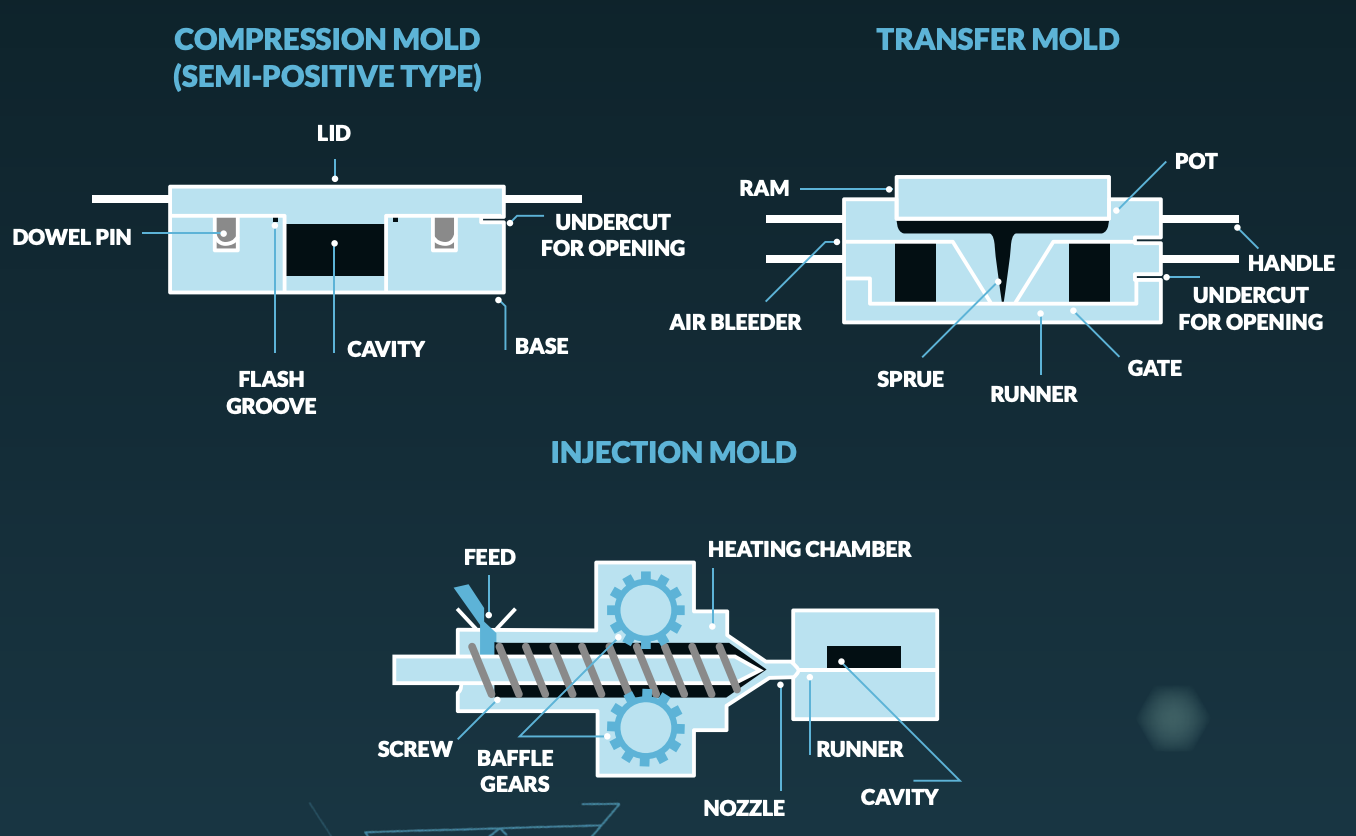
A basic injection mold consists of a nozzle plate, runner plate, cavity plate, and a base plate with an ejector system (used to eject the parts after molding).
In injection molding, a continuous strip of uncured rubber is automatically fed into the injection molding machine. Once in the heated barrel, the uncured rubber is then pushed by a screw-type plunger through an injection nozzle. The rubber flows into the nozzle plate, is routed through the runner plate, passes through gates and then into the mold cavities.
When the cavities have been filled, the heated mold is kept closed under pressure for the specific period required to cure the rubber being used. In cases where the rubber is bonded to metallic or non-metallic components, the components are loaded— either by hand or using a loading fixture— into the heated mold cavities.
The mold is then closed and the injection molding cycle can begin.
After curing is completed, the mold is opened and parts are removed.
The cured rubber in the runner is removed, cured rubber in the injection nozzle is purged, and the mold cavities are cleaned in preparation for the next molding cycle.
Transfer Molding
The transfer molding process is also used to produce parts made entirely of rubber and parts that require bonding rubber to a metallic or non-metallic component.
EXAMPLES OF PARTS THAT ARE TRANSFER MOLDED CAN INCLUDE:
- Vibration isolators like sandwich mounts used on vibratory compactors or for shock isolation
- Center-bonded and two-piece mounts used to isolate engines
- Transmissions and auxiliary components
- Conical mounts used for cab isolation
A basic transfer mold consists of a piston, well pot, sprue plate, cavity plate and a base plate with a knock-out system used to eject the parts after molding.
In the transfer molding process, uncured rubber pellets are loaded manually into the well pot of the mold. A heated piston forces the rubber through sprues in the sprue plate and into the mold cavities which are located directly under the well pot of the mold. When the cavities have been filled, the heated mold is kept closed under pressure for the period required to cure the rubber.
In cases where the rubber is bonded to metallic or non-metallic components, the components are loaded into a heated mold either by hand or using a loading fixture. After the components have been loaded, uncured rubber pellets are loaded into the heated well pot of the transfer mold. The mold closes and rubber is then transferred through sprues into the mold cavities.
After curing, the mold is opened and parts are removed. The cull pad, which is the cured rubber left in the well pot, is removed and the mold cavities are cleaned in preparation for the next molding cycle.
Compression Molding
The compression molding process is normally used to produce rubber parts that do not require bonding rubber to a metallic or non-metallic component.
EXAMPLES OF PARTS THAT ARE COMPRESSION MOLDED ARE:
- “O” rings
- Seals
- Gaskets
A basic compression mold used to make a rubber product is usually a two-piece construction consisting of a top plate and a bottom plate. Half of the part cavity is cut into each plate of the mold. Overflow grooves are then cut around each cavity to provide a trim area and to allow excess rubber to flow out of the cavity.
Compression molds are normally used between heated platens in a press. Uncured rubber preforms are loaded in the bottom cavities of the compression mold and the top plate is then placed into position. The press is then closed, allowing the rubber to compress and flow into the cavity.
The mold is kept closed until the rubber is cured or at least partially cured. Parts normally come out of the mold interconnected and usually require a trim operation to separate the parts from the overflow groove. Partially cured parts need an additional bake cycle in an oven to be fully cured.
Why Choose One Method Over The Other?
In most cases, if a rubber part can be injection molded, it can also be transfer molded. This is not the case with compression molding parts. The compression molding process is great for producing parts that are all-rubber and have a low profile. Parts like this can be produced efficiently and in high quantities in a compression mold. If a metallic or non-metallic component needs to be bonded into the part, or if the part must have a cored-out area, injection or transfer molding is preferred.
Which Method Is The Most Cost Effective?
As a rough guideline, higher production quantities tend to be produced by injection molding. Lower production quantities tend to be produced by transfer molding. A basic rubber injection mold normally costs more to build than a basic rubber transfer mold. Injection molds normally have an intricate runner system that must be machined into the runner plate.
The ejector system of a rubber injection mold is typically more complex than those used in transfer molding. This may not always be the case though. Deciding whether a part should be transfer molded or injection molded usually comes down to a matter of economics. Manufacturing facilities equipped with mostly transfer molding presses will tend to produce parts by transfer molding. Manufacturing facilities equipped with mostly injection molding presses will tend to produce parts by injection molding. Using the injection molding process or the transfer molding process should be determined on a case-to-case basis.
A basic compression mold is normally the least expensive to build compared to an injection mold or a transfer mold since it is normally just two plates and does not require runners or an ejection system. It is often more labor intensive to operate compared to an injection or transfer mold.
3D Printing Of Silicone – The Latest Manufacturing Technique
Another, more recent, processing method is 3D printing, also referred to as additive manufacturing. This mold-free process dispenses silicone in layers to build up a three-dimensional object.
Wacker Silicones is leading the industry with technological advancements in silicone 3D printing. They’ve accomplished this by creating a specific silicone material which is dispensed as a liquid in small lineal drops by a printing nozzle onto a specialty glass printing bed. The silicone remains solid as it is applied and is then vulcanized using UV light. This advanced technology allows engineers opportunities to create never before seen designs using a material already popular for its superior properties.
The main benefits of this process are a result of not needing to design and manufacture a mold. This opens the door to more accessible prototype production, more flexibility for smaller production runs, and a quicker turnaround time.
Industries from automotive to aerospace will no doubt benefit from silicone 3D printing. The medical industry forecasts efficient production of biocompatible implantable medical devices using this method. It will be fascinating to see how this revolutionary process will change the custom molded rubber industry.
Custom Molded Rubber Tolerances
Creating custom molded rubber products that conform to customers’ unique, and often intricate, designs is no easy feat. Working with rubber materials requires manufacturing mastery as the rubber needs to be compressible and resilient to reliably perform its function. Because compressibility is key in determining which types of rubber bodes best with certain applications, working with the QA and engineering departments to interpret design drawings is standard practice.
With their expertise, a manufacturing team will effectively communicate with their clients to compare and choose the best material combination with the correct tolerances. This ideally will satisfy product designs, reduce inaccuracies, and maintain budgetary requirements.
From a quality standpoint, adhering to the originally slated product design specification is probably the most challenging part of customization. To achieve precision, material selection must be considered before processing occurs. And since the material is intended to be compressed, it is important to note that enough material needs to remain after compression to fill the gap between the border surfaces.
Sponges and foams are softer and therefore have greater thickness tolerances than a firm, compressed sheet. Referring to the documented thickness tolerances helps gauge accuracy.
1. Use the Correct Tolerances on the Print
The Rubber Manufacturers Association (RMA) publishes tolerance tables used by many custom molded rubber part manufacturers. Given the quality of today’s mold making equipment and the desire of most companies to “exceed your expectations”, we recommend specifying RMA commercial tolerances on the print and then asking the molding company to shoot for RMA precision. The suggestion might seem a little odd, but the process has helped contribute to a better than 99% quality rating at Modus Advanced, Inc. while still meeting customer requirements.

2. Think About Fit, Form and Function Prior to Releasing the Drawing
Adjustments or enhancements to a design could affect the type of material, cost of the material, manufacturing capability and how the end product will ultimately function. It is important to consider the material and any compliances upfront and then modify the drawing to reflect product updates before manufacturing begins.
This prevents added costs and potential product cycle delays and saves valuable QA time and headache. At Modus Advanced, Inc., we’ve had great success prototyping with rubber-like 3D printing. Soft, rubber-like materials are an inexpensive alternative to making a mold and then trying to make modifications.
3. Coordinate With Your Custom Molder Regarding Inspection Points, Techniques and Acceptable Quality Levels (AQL)
The manufacturing organization you work with should uphold the highest quality standards and accept nothing less. AQL sampling is a method used to accept or reject materials that have been inspected.
Cross-functional collaboration is also essential for quality adherence and overall sound manufacturing practices. Cross-functional means assessing every segment of the manufacturing process through effective communication-from the first quote and design draft to engineering, purchasing and QA.
The product is carefully tracked throughout the entirety of its production cycle and signed off only after passing each step in the cross-functional chain. Having a clear vantage point is an advantage when it comes to ensuring quality, reliability and precision. An experienced team on hand, thorough inspection and relentless process monitoring ensures efficiency and prevents costly mistakes.
Natural rubber production depends on a multitude of factors, including proximity to flourishing rubber plant growing areas as well as economic and even political demands. Since natural rubber is a commodity, where it comes from is something that should be carefully analyzed.
Asia is a large cultivator of rubber, with China’s natural rubber consumption at the top of the scale. China produces natural rubber and also imports a substantial amount of it from Thailand, Indonesia and Malaysia to sustain its supply chain.
Sourcing Overseas
The U.S. commonly sees imported custom molded rubber parts made in China, but companies are also sourcing from India and Vietnam. Cost effectiveness is definitely something to consider when contemplating the rubber supply chain overseas.
You can do your own research regarding labor costs for various countries, but unless you are intent on buying from India or Vietnam, China will usually provide the best value when it comes to risk and reward. China has been able to build an incredible infrastructure over the last several decades.
For example, Apple has made a point of stressing the importance of their supply chain in China. International businesses intent on leveraging China’s lower labor costs have literally transformed the country into a manufacturing powerhouse by asking Chinese suppliers to integrate international quality standards into their manufacturing practices.
Chinese rubber component suppliers have certainly evolved over the years. When sourcing parts from China, you will be pleasantly surprised to find that not only are parts less expensive, but suppliers are extremely anxious to do business with you.
Finding a professional corporation with values that mirror those of your company is the key to building a solid and long-lasting business relationship. Cultivating partnerships with overseas suppliers has proven extremely beneficial for both suppliers and customers.
Over time, Modus Advanced, Inc. has successfully built a 10-year relationship with a rubber supplier in China and is now able to deliver custom molded rubber parts to customers in less than four weeks with near perfect quality. Although there are factors that favor fostering an international supply chain, specifically costs, sourcing parts overseas can be complex and does not come without risks. Therefore, it is imperative for managers to carefully consider all aspects of the international supply chain through accurate sales forecasting and superior supplier communications.
Domestic Production
Domestic sourcing is very much alive and kicking and custom molded parts are still made in the USA. In fact, many of the parts made in the USA are molded on presses made in China and other Asian countries.
There are advantages of sourcing domestically.
At Modus, we look at a number of project parameters before deciding to source internationally or mold parts at our Livermore, CA facility.
THESE INCLUDE:
- Estimated annual volume of parts (larger volumes typically go to China)
- ITAR requirements (made in the USA)
- Required delivery (depends on the actual requirement)
- Part complexity (our factory in China loves to make complex parts)
- Type of material (electrically conductive products are typically made in the USA)
Hybrid Distribution
Unless there’s a good reason to make the parts in the USA, a Chinese supply chain makes a lot of sense. The hybrid distribution model is paramount in both worlds, marrying the best of international sourcing with domestic engineering, inventory, service and support. This model also allows the customer to leverage local relationships and services while still benefiting from Chinese pricing.

.png?width=1024&height=768&name=Telecommunciations%20(1).png)
Case Study
Building a 10 Year Strategic Relationship
See how Modus has redefined the traditional supplier relationship and supported the strategic growth of this DoD telecommunications company.
See How