The Bare Bones Tee-Up
There is no more impactful way to explain what the SigShield™ product realization process is than to show you real-life examples of companies that leverage the SigShield™ process to get it right the first time.
What is SigShield™?
It’s a product realization process. The SigShield™ process is the combination of the Modus™ Idea to Ignition™ methodology, Nolato Trishield form-in-place gaskets, and the resulting benefits to our customers.
What do you want me to learn?
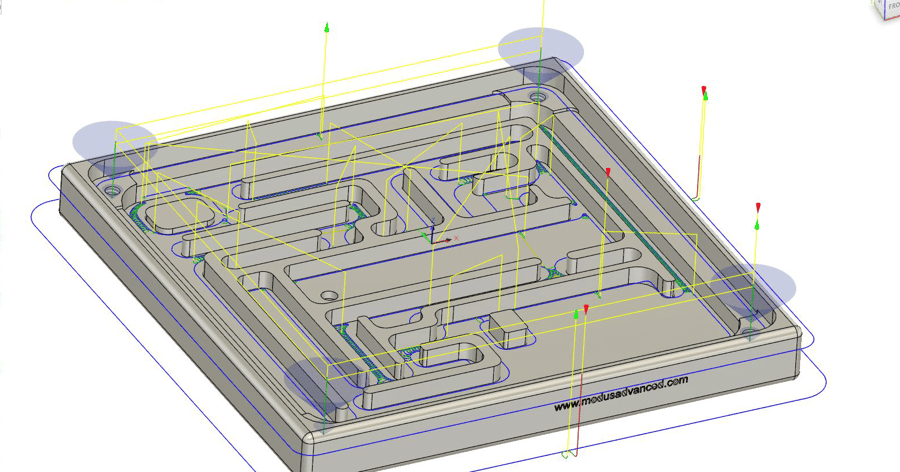
There are advantages to working with a company who can help with Design for Manufacturability (DFM) of both the machined aluminum RF shield and the electrically conductive form-in-place gasket. A complete DFM study, taking into account both the CNC milling process and the gasket dispensing process, leads to better outcomes.
Why wouldn’t you want to get it right the first time?

SigShield: So Much More than RF Shielding.
Give me the story, but keep it short because I am a very busy person!
Let’s get right to the story. A manufacturer of custom signals intelligence equipment (SIGINT) approached Modus Advanced, Inc. about helping to solve an EMI shielding issue. The company asked if we would dispense a “brand X” form-in-place EMI shielding gasket on a customer supplied machined RF shield. The quick answer was, “Sure, but can we talk about your plan?” There’s always a but!
Following our four-stage Idea to Ignition™ methodology, we quickly determined the project was a good fit for our SigShield™ product realization process. What made it a good fit? The customer was looking for a company to manufacture a quick turn machined RF shield with a form-in-place gasket. They cared about quality, a shorter lead time and getting it right the first time (Idea Stage - check)!
Next up in our methodology was the Engineering Stage. A deep engagement with the customer’s engineering team surfaced an opportunity for cost reduction, as well as a DFM suggestion. As designed, the customer was going to use an older D-shape form-in-place gasket. The customer designed a machined RF shield with a groove for the gasket. The “as designed” groove included tapered walls. The assumption was the tapered groove would give the older D-shape FIP gasket material more surface to adhere to and thus reduce the risk of the moisture cured gasket delaminating from the aluminum shield. The groove was also going to require additional machining (cost) and complicate the gasket dispensing process (again, cost).
Fast forward: the DFM work also resulted in a reduction in the depth of the machined holes in the shield (quality), removing the machined groove (cost), adding compression stops (quality), and switching to a heat-cured Nolato Trishield 8800 form-in-place gasket to help with adhesion (cost and quality).
I promised to keep the story short, so let’s move on!

Read Everything You Need To Know About RF Shielding
Don’t make me think. What nuggets am I walking away with today?
- Our Idea to Ignition™ methodology isn’t just a marketing tagline. It’s an actual value-added process that results in real benefits for the customer.
- Early engagement with the team at Modus™ allows us to help optimize both the machining and FIP gasket processes prior to starting production.
- In most cases, we can achieve adequate gasket adhesion on a flat surface. There’s no need for a groove if we use heat cured Nolato EMI shielding form-in-place materials.
- Always use compression stops on machined RF shields.
The End Result
A successful project of course! With the help of the team at Modus™ the customer received their custom RF shields in about half the typical lead time. The combination of vertical integration and an in-house engineering team helps us get it right the first time for our customers.
Oh, and by-the-way, call us if you would like to know who “brand X” is!
